Cémentation gazeuse et carbonitruration

Qu’est-ce que la Cémentation gazeuse et carbonitruration ?
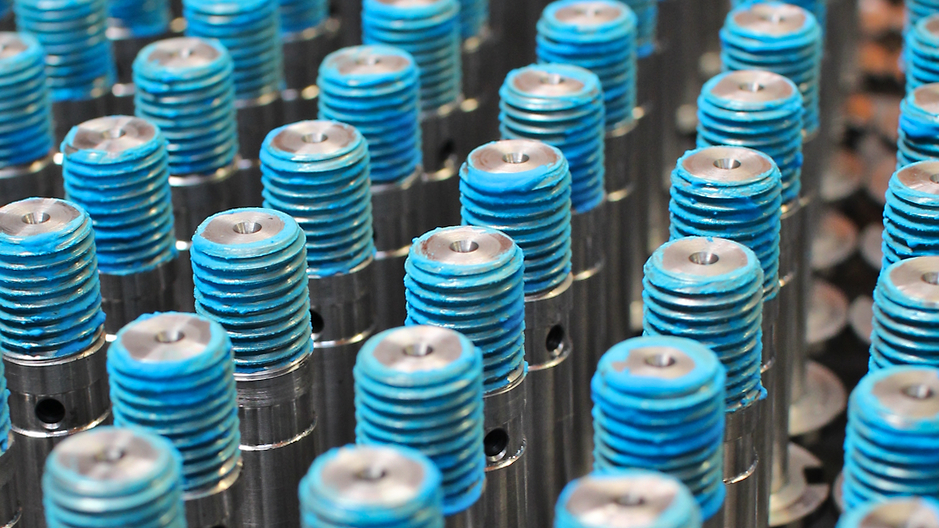
Tous deux sont des traitements thermiques pour les aciers qui vont améliorer la dureté et la résistance de la pièce aux efforts (frottement, fatigue…). La cémentation gazeuse et la carbonitruration consistent à enrichir en carbone et azote, pour la carbonitruration la couche superficielle de la pièce à traiter.
Mise en application
Ces traitements superficiels sont utilisés dans différentes industries comme : aéronautique, automobile, énergie, transport, machine-outil, électroménager…
LA Cémentation gazeuse et carbonitruration EN CHIFFRES
Process industriels chez Stoca
")


EN SAVOIR PLUS SUR lA Cémentation gazeuse et carbonitruration
Accroitre la résistance et la dureté des pièces
Les étapes de trempe et revenu qui sont réalisés après la cémentation permettent d’atteindre une dureté de surface élevée, comprise entre 58 et 62 HRC (dureté Rockwell), et de conserver une ténacité élevée au cœur de la pièce.
Les deux traitements sont complémentaires. En effet, on préfèrera la cémentation gazeuse pour les engrenages, arbres de transmission, axes… et la carbonitruration pour les pignons de boîte de vitesse, roulements…
D’ailleurs, on réservera la cémentation gazeuse pour des aciers de type 14NC11, 16NC6, 20NCD2… et la carbonitruration pour des aciers de type E36, A60, XC80… Les profondeurs de traitement sont comprises entre 0,5 et 2 mm pour la cémentation gazeuse et entre 0,1 et 0,6 mm pour la carbonitruration.
Un procédé thermochimique en milieu gazeux
Ces deux traitements sont réalisés dans un four sous vide à des températures de l’ordre de 820 à 980 °C. Les pièces à traiter sont maintenues pendant un certain temps à haute température. Cette atmosphère contrôlée est constituée d’un gaz enrichi en carbone auquel on ajoute l’azote, dans le cas de la carbonitruration.
Pour la phase de trempe, les composants sont directement trempés dans l’huile. Le traitement thermique est terminé par un revenu à basse température, située entre 150 et 200 °C.
La profondeur de traitement est obtenue en faisant varier un certain nombre de paramètres comme : la température et le temps d’enrichissement sous gaz. La trempabilité de l’acier et les dimensions de la pièce à traiter ont également une incidence sur la dureté obtenue.

LES AVANTAGES de la cémentation gazeuse et de la carbonitruration
- Meilleure résistance à la fatigue (flexion, torsion et roulement).
- Meilleure résistance à l’usure (frottement, abrasion…).